McLanahan designed a Multi-Stage Sampling System for a Mexican oil refinery for crushing and dividing sample increments of their petroleum coke product for further processing and testing in their lab.
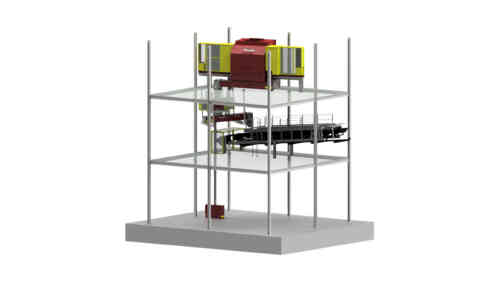
The two-stage Sampling System consists of a 60-inch primary Cross Belt Sampler, sample conveyors and a Modular Sample Building containing a Minimac Sample Hammermill Crusher, an 18” reject conveyor, secondary Cross Belt Sampler and sample collection buckets.
“The customer identified a need for sampling in this portion of the plant,” shared Adam Orner, Product Manager for Sampling Systems at McLanahan. “They needed to sample their petroleum coke as produced to verify the quality of the material and to allow them to correctly value it.”
The primary Cross Belt Sampler was designed to sit atop of the customer’s 60” (1.5m) conveyor that handles 1150mtph of 4” (102mm) pet coke at 7’ (2.16m) per second. The Cross Belt Sampler cutter assembly automatically sweeps a sample increment off the belt. The sample is then conveyed at a fixed rate and discharged through the roof of the Modular Sample Building and into the Sample Hammermill.
Inside the Sample Hammermill, the sample material comes in contact with a spinning rotor equipped with hammers, which breaks the material into smaller particles. These smaller particles are pulled down into the machine, ground against sizing grates and discharged onto the reject conveyor below at 95% passing 4 mesh.
The secondary Cross Belt Sampler collects a sample of the 4 mesh material from the reject conveyor and discharges it into sample collection buckets located underneath the sampler. The sample material is then taken to the lab for further processing and testing. The reject material not collected by the secondary sampler is automatically returned back into the main process flow using a bucket elevator.
“This McLanahan two-stage Sampling System will help the customer in two ways,” Orner said. “It will allow them to understand the product they’re producing. By understanding their product, they’ll be able to keep track of the physical properties or any other characteristics they want to know about the product. At some point, the material is going to be used, so it is important to pass that quality information on to the potential customer and end user, and, as part of that transferring of information and product to the end user, that’s going to set the price for that commodity.”
Orner said the Multi-Stage Sampling System will simplify what could have been a labor-intensive manual sampling process for the customer.
“Based on the larger material that they’re dealing with, they’re going to end up with a fairly large amount of material that’s being collected at the primary stage, and the total amount for a particular lot size is larger than what would be easily handled by the lab. They’d have had 55-gallon barrels of material that they’d have to manually crush and divide back at the lab,” explained Orner.
“In this case, we’re taking that first stage of sample size reduction and then the first stage of division and putting it into an automated system so that the amount of material that goes back to the lab is crushed to a much smaller product size and the final sample mass is much smaller and easier to handle.”
Another benefit of the system is the modularity of the Sample Crusher and secondary Sampling System. These are installed, wired and ready to go inside the Modular Sample Building. All the customer must do is place the building on site and connect it to the primary Sampler, feed conveyors and reject handling equipment.
“It’s basically a time- and money-saving package for the customer,” Orner shared.